
Introduction
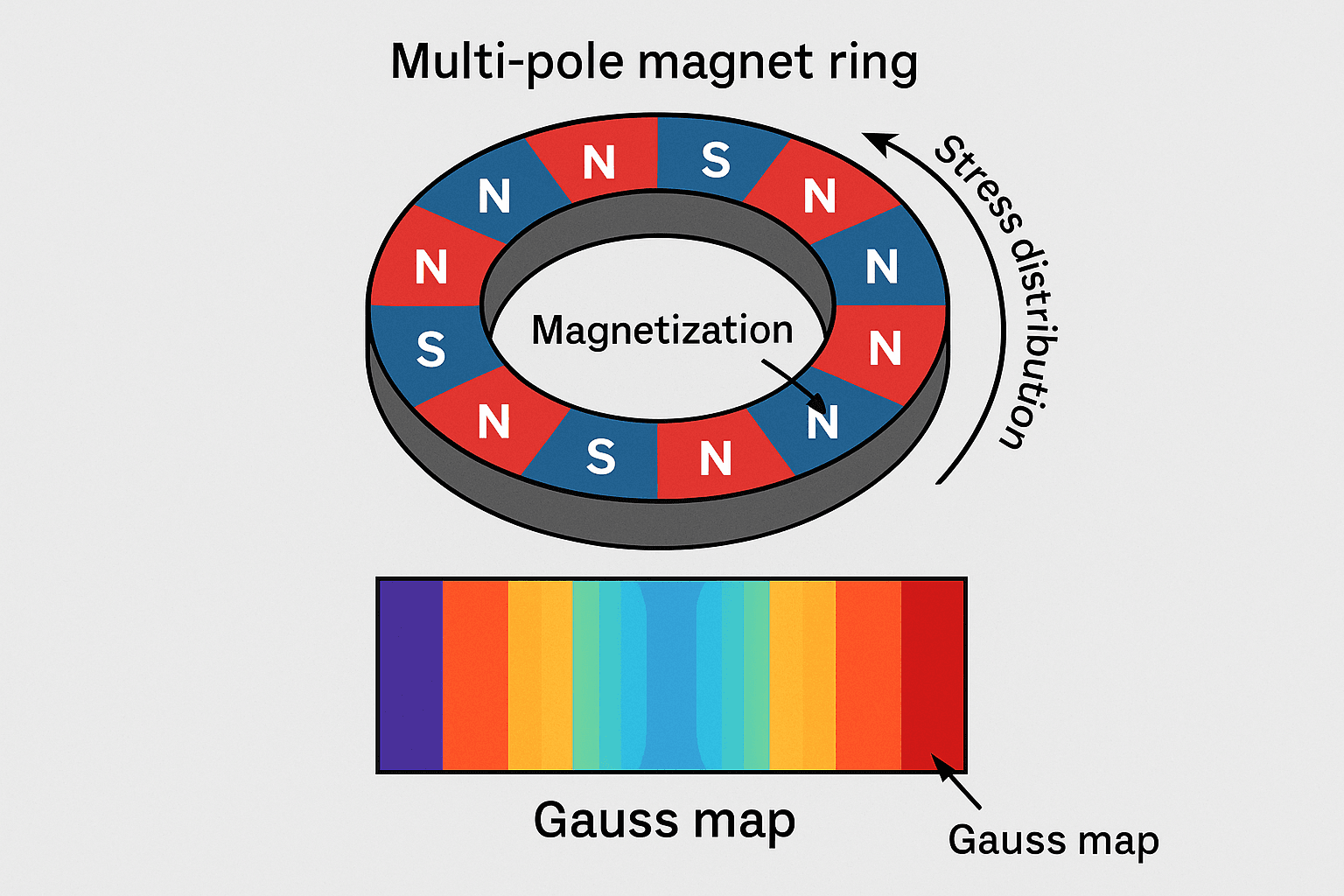
Multi-pole magnet rings are essential components in today’s most advanced motion systems. They are used in high-speed motors, precision robotics, magnetic encoders, torque sensors, couplings, medical devices, and aerospace actuators. Their ability to generate a stable, repeatable multi-pole magnetic field in a compact rotating or linear configuration makes them indispensable for modern electromechanical design.
However—despite their importance—multi-pole magnet rings are also one of the most frequent points of failure in motor assemblies and precision systems. They operate under mechanical stress, thermal loading, centrifugal forces, and high magnetic flux densities, making them more complex than individual magnets or simple arc segments. Even minor deviations in magnetic uniformity, adhesive strength, dimensional accuracy, or material selection can lead to accelerated degradation or catastrophic failure.
This article analyzes why multi-pole magnet rings fail, examines common engineering mistakes, and outlines best practices to ensure long-term stability and reliability. The goal is to provide actionable insights for engineers and OEMs who rely on high-performance magnet rings.
1. Understanding Multi-Pole Magnet Rings
Multi-pole magnet rings are typically formed using:
- Sintered NdFeB magnets machined and magnetized into multiple poles
- SmCo segments bonded into a ring and multi-pole magnetized
- Bonded NdFeB molded directly into ring geometries
- Halbach arrays assembled from discrete blocks that create directional, amplified flux
They may be manufactured in one piece (solid ring), or assembled from multiple magnet segments. After machining, the ring is magnetized using either:
- One-shot (single-step) multi-pole magnetization, or
- Segment-by-segment magnetization before assembly
Although multi-pole rings enable high torque density and sharp encoder signals, they are structurally and magnetically sensitive devices—making them prone to failure if not properly designed.
2. Common Failure Modes of Multi-Pole Magnet Rings
2.1 Demagnetization Under High Temperature or Overload
Demagnetization is the most common failure. It typically occurs when:
- The magnet’s intrinsic coercivity (HcJ) is not sufficient
- The ring operates near or above its maximum working temperature
- Excessive current in the motor creates strong opposing magnetic fields
- There is uneven flux distribution inside the ring
Symptoms include:
- Weak output torque
- Reduced sensor resolution
- Loss of encoder accuracy
- Unstable back-EMF signals
- Asymmetric pole strength
NdFeB magnets are highly temperature-dependent. A magnet ring operating at 120°C requires a grade such as SH or UH, while temperatures above 150°C require EH or AH. Using a standard N35–N52 material in a warm environment almost guarantees failure.
2.2 Cracking, Chipping, and Ring Fracture
Sintered magnets are brittle ceramic-like materials. Ring shapes especially suffer from:
- Hoop stress during high-speed rotation
- Thermal expansion mismatch between magnet, sleeve, and adhesive
- Impact during assembly
- Poor ring roundness (runout) causing uneven centrifugal load
Cracks often begin at:
- Chamfers
- Segment joints
- Areas of high adhesive thickness variation
- Points of internal voids or microstructural defects
Once cracked, a multi-pole ring rapidly loses magnetic uniformity.
2.3 Magnetic Pole Non-Uniformity
This is one of the most technically serious failure modes.
Causes include:
- Insufficient magnetizing field strength
- Incorrect magnetizing fixture geometry
- Off-center magnetization
- Segmented rings with variable pole spacing
- Flux leakage due to poor material selection or improper backing iron
Effects include:
- Torque ripple in motors
- Noise and vibration
- Encoder error
- Position drift
- Reduced efficiency
A Gauss map often reveals pole-to-pole variation exceeding ±10%, which is unacceptable for precision applications.
2.4 Adhesive Failure or Bond-Line Degradation
The adhesive layer is critical in segmented multi-pole rings. Common reasons for bond failure include:
- Using adhesives not rated for the operating temperature
- Incorrect surface preparation
- Uneven bond thickness
- Incorrect curing cycle
- Exposure to humidity or chemicals
- Centrifugal force exceeding shear strength
At high rotational speeds, centrifugal acceleration can reach several hundred g-forces, placing enormous stress on the adhesive.
2.5 Incorrect Magnet Material or Grade Selection
Choosing the wrong magnet type or grade is a leading contributor to premature ring failure.
Examples:
- Using NdFeB in high-temperature or cryogenic aerospace applications instead of SmCo
- Choosing high-remanence (Br) material without considering coercivity (HcJ)
- Ignoring corrosion resistance requirements
- Using bonded magnets where high torque output is required
Each material and grade must be matched to real-world operating conditions.
2.6 Coating Breakdown and Corrosion
Environmental exposure dramatically affects magnet rings.
Coating failures occur when:
- NiCuNi cracks under vibration
- Zn corrodes in high humidity
- Epoxy delaminates under UV or moisture
- Parylene is applied too thin
- Coating does not cover edges or segment gaps
Corrosion causes:
- Surface pitting
- Reduced flux output
- Adhesion loss
- Structural weakness
Salt spray environments (marine, outdoor robotics) are especially destructive.
2.7 Misalignment and Assembly Errors
Precision alignment is essential for multi-pole rings.
Common mistakes:
- Segments bonded with incorrect angular orientation
- Uneven inside/outside diameter
- Excessive or uneven runout
- Over-tight pressing on interference-fit assemblies
- Improper sleeve installation
Small geometric errors greatly amplify magnetic distortion.
3. Technical Root Causes Behind Multi-Pole Ring Failure
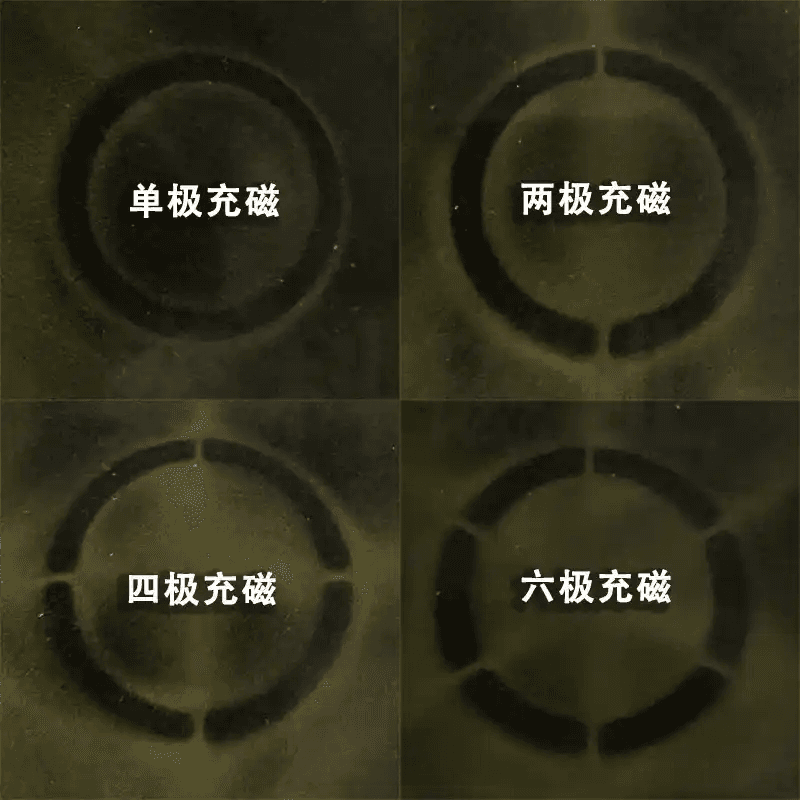
3.1 Inadequate Magnetization Strategy
Magnetization is the most misunderstood part of ring design.
One-shot magnetization
Pros: highest uniformity, ideal for precision encoders
Cons: requires expensive tooling and strong magnetizing fields
Segment-by-segment magnetization
Pros: cheaper, flexible
Cons: poor pole alignment, inconsistent pole strength
Vacuum magnetization
Pros: eliminates air gaps, improves flux density and uniformity
Cons: requires specialized equipment
Incorrect magnetizing fixture design results in:
- Pole skew
- Pole width variation
- Weak poles
- Off-center magnetization
3.2 Mechanical Stress and Centrifugal Load
At high speeds, a magnet ring undergoes:
- Tensile stress on the outer diameter
- Compressive stress at the inner diameter
- Shear stress at adhesive joints
- Dynamic imbalance, amplifying vibration
If not properly accounted for, these stresses initiate cracks or adhesive failure.
3.3 Thermal Effects and Expansion Mismatch
Materials in the assembly—magnet, adhesive, sleeve—expand at different rates.
This mismatch creates internal stress that leads to:
- Delamination
- Cracks
- Dimensional distortion
- Demagnetization
Without proper selection of sleeve material (steel, aluminum, carbon fiber, titanium), failure is likely.
3.4 Dimensional Tolerance Problems
Tolerance issues include:
- Excessive runout
- Ovality
- Concentricity errors
- Slanted poles due to machining offsets
- Segment gaps misaligned by >0.03–0.05 mm
Poor tolerances cause:
- Radial vibration
- Pole misalignment
- Uneven flux distribution
- Bearing wear
4. Engineering Best Practices to Prevent Multi-Pole Magnet Ring Failure
4.1 Choose the Correct Magnet Material and Grade
For high temperature (>120°C)
- NdFeB SH, UH, EH, AH
- SmCo for extreme high temperatures or vacuum/space
For corrosion environments
- Epoxy, Parylene, or epoxy + nickel hybrid coatings
For high-speed rotors
- High coercivity NdFeB
- Sleeve reinforcement
- Vacuum magnetization recommended
For precision sensing / encoders
- One-shot magnetization
- High uniformity materials
Proper material selection solves more than half of failures.
4.2 Use Proper Coatings and Surface Protection
Best coatings by environment:
- Humidity → Epoxy / Parylene
- Wear / mechanical contact → NiCuNi or PTFE
- Medical / skin → Gold / Parylene C
- Marine → Epoxy + NiCuNi hybrid
Ensure coatings are tested for:
- Thickness
- Adhesion grade
- Salt spray hours (96–1000 hours depending on application)
4.3 Improve Adhesive Joint Quality
Recommendations:
- Use high-temperature-resistant adhesives
- Maintain consistent bond-line thickness (0.05–0.15 mm)
- Clean surfaces with acetone or alcohol
- Consider surface roughening for improved adhesion
- Use fixtures to maintain pressure during curing
- Validate with shear testing
For high-speed operation, sleeve reinforcement is strongly recommended.
4.4 Optimize Magnetization Process
For high-end applications, use:
- Multi-pole one-shot magnetization
- Vacuum magnetization
- High-energy magnetizing coils
- Precision pole fixtures
Check results with:
- Gauss mapping (full 360° profile)
- FFT analysis of pole uniformity
- Pole width measurement
Uniform magnetization significantly increases system performance.
4.5 Use Mechanical Reinforcement
Sleeves dramatically improve ring strength.
Common sleeve materials:
- Stainless steel (strong, heavy)
- Aluminum (light, moderate strength)
- Titanium (strong and light, expensive)
- Carbon fiber (very strong, lightweight, ideal for high-speed rotors)
Sleeves prevent:
- Cracking
- Delamination
- Expansion mismatch
- Catastrophic failure at high RPM
4.6 Control Dimensional Tolerances Rigorously
Recommended tolerances:
- OD/ID: ±0.02 mm
- Roundness: ≤0.01 mm
- Runout: ≤0.02 mm
- Segment gap: ≤0.05 mm
- Pole alignment tolerance: ≤1°
Tight tolerance control ensures consistent torque and sensing accuracy.
5. Case Studies
Case 1: High-Speed Motor Ring Failure at 18,000 rpm
Problem:
Ring cracked during operation.
Cause:
- No sleeve reinforcement
- Adhesive layer too thick
- Magnet grade not suitable for operating temperature
Solution:
- Carbon fiber sleeve
- UH-grade NdFeB
- Optimized adhesive and curing process
Case 2: Encoder Ring Pole Misalignment
Problem:
Encoder signal jitter and position drift.
Cause:
Segment magnetized separately; pole angles inconsistent.
Solution:
- One-shot magnetization
- High-precision magnetizing fixture
- Gauss map validation
Case 3: Corrosion Failure in Humid Environment
Problem:
Surface pitting and reduced flux output.
Cause:
NiCuNi coating insufficient in high humidity.
Solution:
- Epoxy coating
- Edge reinforcement
- Humidity cycling test
Conclusion
Multi-pole magnet rings play a critical role in motors, encoders, sensors, and magnetic assemblies. Their complexity makes them vulnerable to failure if not engineered and manufactured with strict attention to detail. Common failures—demagnetization, cracking, pole nonuniformity, adhesive breakdown, and corrosion—are often the result of improper material selection, poor magnetization strategy, inadequate reinforcement, or tolerance issues.
By applying proper engineering practices—high-temperature materials, adequate coatings, optimized magnetization, robust adhesive systems, precision tolerance control, and mechanical reinforcement—engineers can achieve stable, long-lasting, and high-performance multi-pole magnet rings.
This knowledge empowers OEMs and system designers to specify higher-quality assemblies and minimize risk during operation.